公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
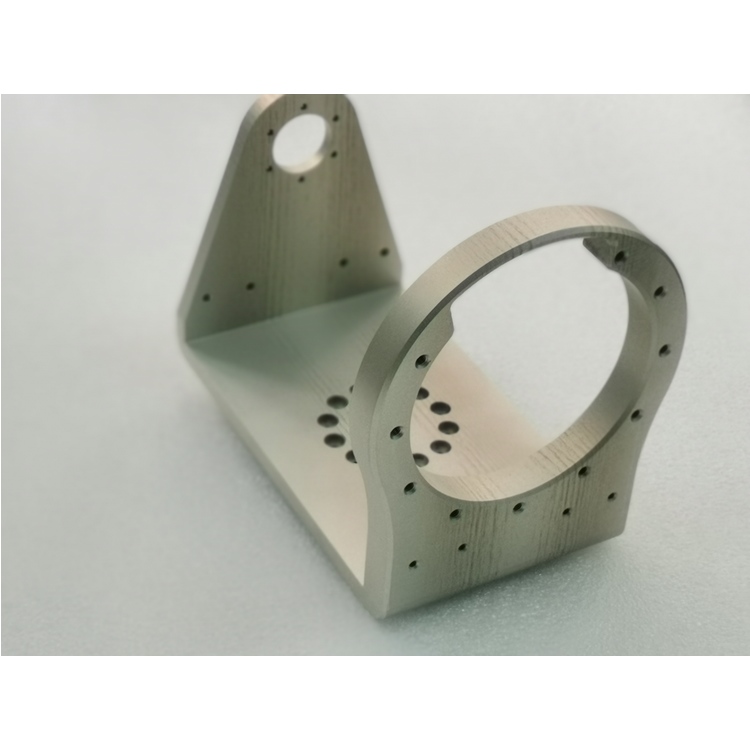
加工材料铝合金,铜,不锈钢,钛合金
铝件加工具有以下几个显著特点:
### 1. **轻质高强**
- 铝的密度较低(约2.7 g/cm³),约为钢的1/3,但强度较高,尤其是在合金化处理后,铝合金的强度可以显著提升,适合用于轻量化设计。
### 2. **良好的加工性能**
- 铝的硬度较低,切削性能好,加工时切削力小,磨损少,适合高速加工。
- 铝的延展性好,易于进行冲压、拉伸、弯曲等成型工艺。
### 3. **导热性和导电性**
- 铝的导热性和导电性较好,仅次于铜,因此常用于散热器、电子元件外壳等需要良好散热或导电性能的场合。
### 4. **耐腐蚀性**
- 铝表面会自然形成一层致密的氧化膜(Al₂O₃),具有良好的耐腐蚀性,尤其是在干燥或中性环境中。
- 通过阳氧化处理,可以进一步提高铝件的耐腐蚀性和表面硬度。
### 5. **表面处理多样**
- 铝件可以通过阳氧化、电镀、喷涂、拉丝、抛光等多种表面处理工艺,获得不同的外观效果和性能提升。
### 6. **环保与可回收性**
- 铝是一种可回收的材料,回收过程中能耗低,。
### 7. **热膨胀系数较高**
- 铝的热膨胀系数较高,在高温环境下尺寸稳定性较差,因此在精密加工中需要考虑温度变化的影响。
### 8. **成本相对较低**
- 铝资源丰富,加工难度低,整体成本相对较低,适合大规模生产。
### 9. **加工注意事项**
- 铝件加工时容易产生毛刺,需要特别注意去毛刺处理。
- 铝的熔点较低(约660℃),在高温加工(如焊接)时需控制温度,避免材料熔化或变形。
### 总结
铝件加工因其轻质、易加工、耐腐蚀、成本低等优点,广泛应用于、汽车、电子、建筑等领域。但在加工过程中需注意铝的特性,如热膨胀、毛刺等问题,以确保加工质量。
陶瓷焊接加工是一种用于连接陶瓷材料的特殊工艺,具有以下特点:
### 1. **高难度性**
- 陶瓷材料通常具有高硬度、脆性和低延展性,焊接过程中容易产生裂纹或断裂,因此对工艺要求高。
### 2. **高温需求**
- 陶瓷的熔点通常较高,焊接时需要高温环境,有时甚至需要借助激光、电子束等技术来实现。
### 3. **特殊焊接方法**
- 常用的陶瓷焊接方法包括:
- **扩散焊接**:通过高温和压力使陶瓷表面原子扩散形成连接。
- **活性金属钎焊**:使用活性钎料(如钛、锆等)改善陶瓷与金属或陶瓷之间的润湿性。
- **激光焊接**:利用高能激光束实现局部加热和熔化。
- **超声波焊接**:通过超声波振动产生热量实现连接。
### 4. **材料匹配性要求高**
- 陶瓷与金属或其他陶瓷的焊接需要材料的热膨胀系数、化学相容性等性能相匹配,否则容易产生应力或失效。
### 5. **接头质量关键**
- 焊接接头的强度、气密性和耐腐蚀性是衡量焊接质量的重要指标,需要严格控制工艺参数。
### 6. **应用领域广泛**
- 陶瓷焊接加工广泛应用于、电子、器械、能源等领域,如陶瓷基复合材料、高温传感器、燃料电池等。
### 7. **设备和技术要求高**
- 需要高精度的设备和的技术支持,如真空环境、的温度控制和压力控制等。
### 8. **成本较高**
- 由于工艺复杂、设备昂贵,陶瓷焊接加工的成本通常较高。
总之,陶瓷焊接加工是一项技术密集型工艺,需要综合考虑材料特性、工艺方法和应用需求,以实现量的连接效果。

精密CNC加工是一种高精度、率的加工技术,广泛应用于、汽车制造、器械、电子设备等领域。其主要特点包括:
### 1. **高精度**
- 精密CNC加工能够实现微米级甚至纳米级的加工精度,确保零件的尺寸、形状和位置公差达到高的标准。
- 通过计算机控制,减少了人为误差,提高了加工的一致性和可靠性。
### 2. **高自动化**
- CNC加工过程由计算机程序控制,自动化程度高,减少了人工干预,提高了生产效率。
- 可以实现连续加工、多工序集成,减少工件装夹次数,降低误差积累。
### 3. **高重复性**
- 通过数控编程,CNC加工可以实现大批量生产,且每个零件的加工精度和一致性都能得到保证。
- 同一程序可以多次运行,确保加工结果的高度一致。
### 4. **复杂形状加工能力强**
- CNC加工可以处理复杂的几何形状,如曲面、螺旋、内腔等,传统加工方法难以完成的零件也能轻松实现。
- 支持多轴联动(如3轴、4轴、5轴加工),能够加工出更复杂的零件。
### 5. **材料适用性广**
- CNC加工可以处理多种材料,包括金属(如铝、钢、钛合金)、塑料、陶瓷、复合材料等。
- 针对不同材料,可以通过调整加工参数(如切削速度、进给量等)实现加工效果。
### 6. **高生产效率**
- CNC加工速度快,且可以连续运行,大大缩短了生产周期。
- 一次装夹即可完成多道工序,减少了传统加工中的多次装夹和调整时间。
### 7. **灵活性高**
- 通过修改数控程序,可以快速适应不同零件的加工需求,特别适合小批量、多品种的生产模式。
- 新产品的开发周期短,能够快速响应市场需求。
### 8. **量表面处理**
- CNC加工能够实现高表面光洁度,减少后续抛光、打磨等工序的需求。
- 通过控制切削参数,可以避免加工过程中的毛刺、变形等问题。
### 9. **节能环保**
- CNC加工过程中,切削液和的使用更加,减少了资源浪费。
- 自动化加工减少了人工操作,降低了劳动强度和安全风险。
### 10. **集成化与智能化**
- 现代CNC加工设备通常集成了传感器、监控系统和人工智能技术,能够实时监测加工状态,自动调整参数,提高加工质量和效率。
- 支持与CAD/CAM软件的无缝对接,实现从设计到加工的一体化流程。
总之,精密CNC加工以其高精度、率、高灵活性等特点,成为现代制造业中的核心技术。

真空钎焊是一种在真空环境中进行的钎焊工艺,具有以下特点:
### 1. **无氧化环境**
- 真空环境避免了氧气和其他杂质气体的存在,防止工件表面氧化,确保钎焊接头质量高。
### 2. **清洁度高**
- 真空环境减少了污染物的引入,钎焊过程中*使用助焊剂,避免了残留物的产生,提高了接头的清洁度和可靠性。
### 3. **适合精密加工**
- 真空钎焊适用于精密零件和复杂结构的连接,能够实现高精度、量的焊接。
### 4. **材料适用性广**
- 可用于多种材料,包括不锈钢、高温合金、钛合金、陶瓷、复合材料等,尤其适合焊接难熔金属和活性金属。
### 5. **接头强度高**
- 真空钎焊形成的接头强度高,与母材接近,且接头区域无气孔、裂纹等缺陷。
### 6. **热变形小**
- 真空钎焊的加热和冷却过程均匀,热变形小,适合对尺寸精度要求高的工件。
### 7. **环保性好**
- *使用助焊剂或其他化学物质,减少了环境污染。
### 8. **自动化程度高**
- 真空钎焊设备可高度自动化,适合大规模生产。
### 9. **成本较高**
- 真空钎焊设备投资大,运行和维护成本高,适合高附加值产品。
### 10. **工艺控制严格**
- 需要对真空度、温度、时间等参数进行控制,工艺要求高。
### 应用领域
- 、电子、器械、汽车、能源等领域,尤其适用于对焊接质量要求高的场合。
总之,真空钎焊以其量、高精度的特点,在制造领域具有重要地位。

车铣复合加工是一种集成了车削和铣削功能的制造技术,具有以下特点:
### 1. **高度集成**
- **多功能性**:车铣复合加工中心可以在一台设备上完成车削、铣削、钻孔、攻丝等多种加工工序,减少了设备数量和占地面积。
- **工序集中**:通过一次装夹完成多道工序,减少工件在不同设备间的搬运和重新装夹,提高加工效率。
### 2. **高精度**
- **减少装夹误差**:由于工件只需一次装夹,避免了多次装夹带来的定位误差,提高了加工精度。
- **动态补偿**:现代车铣复合加工中心通常配备高精度传感器和控制系统,能够实时监测和补偿加工误差。
### 3. **率**
- **缩短加工时间**:通过工序集中和自动化操作,显著缩短了加工周期。
- **自动化程度高**:配备自动换刀系统、自动上下料装置等,减少人工干预,提高生产效率。
### 4. **复杂零件加工能力**
- **多轴联动**:车铣复合加工中心通常具有多轴(如5轴、7轴等)联动功能,能够加工复杂的三维曲面和异形零件。
- **灵活性强**:能够处理复杂几何形状的工件,适用于、汽车、模具等高精度制造领域。
### 5. **节约成本**
- **减少设备投资**:一台车铣复合加工中心可以替代多台传统机床,降低了设备采购和维护成本。
- **降低人工成本**:自动化程度高,减少了操作人员数量和劳动强度。
### 6. **提高加工质量**
- **表面质量好**:通过优化加工路径和参数,可以获得的表面光洁度和尺寸精度。
- **减少变形**:由于减少了装夹次数和加工应力,工件变形和残余应力得到有效控制。
### 7. **适应性强**
- **材料广泛**:适用于金属材料(如钢、铝、钛合金等)以及非金属材料的加工。
- **批量生产与单件生产**:既适合大批量生产,也适合小批量、多品种的柔性生产。
### 8. **技术**
- **智能化**:集成的数控系统、CAD/CAM软件和在线检测技术,实现智能化加工。
- **绿色制造**:通过优化加工工艺,减少材料浪费和能源消耗,符合绿色制造理念。
### 总结
车铣复合加工技术通过集成多种加工功能,显著提高了加工效率、精度和灵活性,特别适用于复杂零件的高精度制造。它在现代制造业中具有广泛的应用前景,能够有效降低生产成本,提高产品质量。
非标零配件加工是指根据客户特定需求,设计和制造非标准化、非批量生产的零部件。与标准化零部件相比,非标零配件加工具有以下特点:
### 1. **定制化需求**
- 非标零配件是根据客户的特定要求进行设计和制造的,通常无法直接从市场上购买。
- 设计需要充分考虑客户的使用场景、功能需求、安装条件等。
### 2. **小批量生产**
- 非标零配件通常是小批量或单件生产,无法通过大规模生产线进行加工。
- 生产成本较高,因为无法分摊规模化生产的优势。
### 3. **复杂工艺**
- 非标零配件往往具有复杂的结构或特殊的功能,加工工艺可能涉及多种技术(如车削、铣削、磨削、焊接、热处理等)。
- 需要高精度的设备和熟练的技术人员。
### 4. **设计灵活性强**
- 设计过程中需要与客户充分沟通,不断调整和优化方案。
- 可能需要多次试制和修改,以满足客户的终需求。
### 5. **生产周期较长**
- 由于定制化设计和复杂工艺,非标零配件的生产周期通常比标准化产品更长。
- 从设计、工艺制定、加工到成品交付,可能需要较长时间。
### 6. **高精度要求**
- 非标零配件通常用于特殊设备或精密仪器,对尺寸、形状、表面粗糙度等有较高的精度要求。
- 需要采用高精度加工设备和检测手段。
### 7. **材料多样性**
- 非标零配件可能使用多种材料,包括金属(如钢、铝、铜等)、塑料、陶瓷等。
- 材料的选择需要根据零部件的使用环境和功能要求确定。
### 8. **成本较高**
- 由于定制化、小批量生产、复杂工艺等因素,非标零配件的加工成本通常较高。
- 需要投入更多的设计、研发和生产资源。
### 9. **质量要求严格**
- 非标零配件通常用于关键设备或特殊领域,对质量的要求严格。
- 需要进行严格的质量检测和控制,确保产品符合客户要求。
### 10. **合作模式特殊**
- 非标零配件加工通常需要与客户建立长期合作关系,双方在设计和生产过程中密切配合。
- 需要具备快速响应客户需求的能力。
### 应用领域
非标零配件广泛应用于机械制造、、汽车、电子、设备、精密仪器等领域,尤其在对精度、性能和可靠性要求较高的场合。
总之,非标零配件加工具有高度的定制化、灵活性和性,同时也对加工企业的技术能力、设备水平和服务能力提出了更高的要求。
http://hfmaiqi.b2b168.com