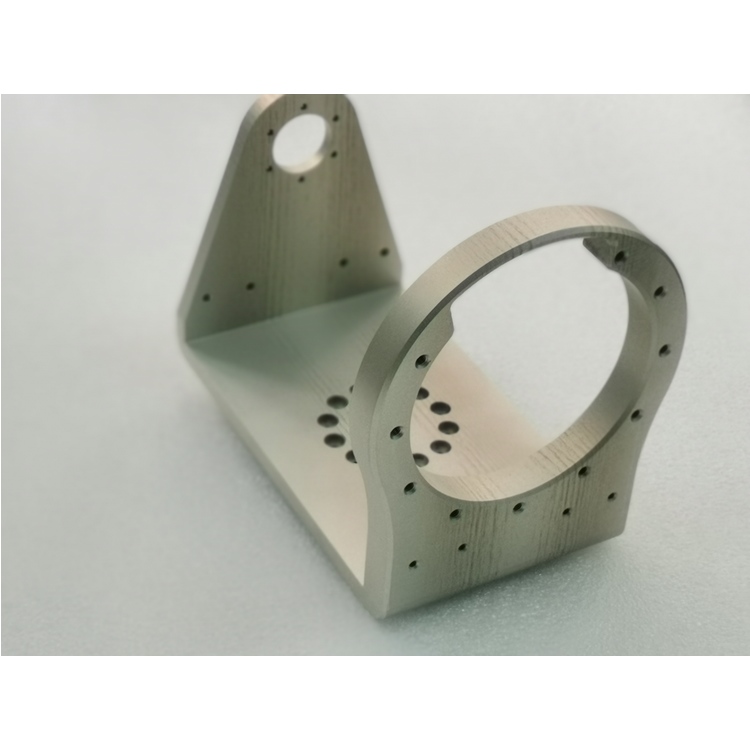
公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
加工材料铝合金,铜,不锈钢,钛合金
三轴CNC(计算机数控)加工是一种常见的数控加工方式,广泛应用于制造业。它的特点主要体现在以下几个方面:
### 1. **加工自由度**
- 三轴CNC机床通常指可以在X、Y、Z三个线性轴上进行运动的机床。这三个轴分别对应水平、垂直和深度方向的移动。
- 由于只有三个轴,三轴CNC加工主要适用于平面或简单三维形状的加工,如平面铣削、钻孔、轮廓加工等。
### 2. **加工复杂度**
- 三轴CNC加工的复杂度相对较低,适合加工形状较为简单的零件。
- 对于复杂的曲面或需要多角度加工的零件,三轴CNC可能无法直接完成,需要多次装夹或使用更高轴数的机床(如四轴或五轴CNC)。
### 3. **加工精度**
- 三轴CNC加工具有较高的精度,能够满足大多数工业零件的精度要求。
- 由于运动轴较少,机械结构相对简单,因此稳定性较高,适合高精度加工。
### 4. **加工效率**
- 对于简单的零件,三轴CNC加工效率较高,因为编程和操作相对简单。
- 但对于复杂零件,可能需要多次装夹或手动调整,效率会降低。
### 5. **适用材料**
- 三轴CNC加工适用于多种材料,包括金属(如铝、钢、铜)、塑料、木材等。
- 不同材料的加工参数(如切削速度、进给量)需要根据材料特性进行调整。
### 6. **成本**
- 三轴CNC机床的购置和维护成本相对较低,适合中小型企业或预算有限的用户。
- 由于编程和操作相对简单,培训成本也较低。
### 7. **应用领域**
- 三轴CNC加工广泛应用于模具制造、机械零件加工、电子产品外壳加工等领域。
- 特别适合批量生产标准化零件或加工精度要求较高的平面零件。
### 8. **局限性**
- 无法直接加工复杂的多面体或曲面零件,需要借助夹具或多次装夹。
- 对于需要多角度加工的零件,效率较低。
### 总结
三轴CNC加工是一种经济实用、精度较高的加工方式,适合加工形状简单的零件。虽然它在复杂零件加工方面存在一定局限性,但在许多工业领域仍然是主流选择。对于更复杂的加工需求,可以考虑使用四轴或五轴CNC机床。
陶瓷焊接加工是一种用于连接陶瓷材料的特殊工艺,具有以下特点:
### 1. **高难度性**
- 陶瓷材料通常具有高硬度、脆性和低延展性,焊接过程中容易产生裂纹或断裂,因此对工艺要求高。
### 2. **高温需求**
- 陶瓷的熔点通常较高,焊接时需要高温环境,有时甚至需要借助激光、电子束等技术来实现。
### 3. **特殊焊接方法**
- 常用的陶瓷焊接方法包括:
- **扩散焊接**:通过高温和压力使陶瓷表面原子扩散形成连接。
- **活性金属钎焊**:使用活性钎料(如钛、锆等)改善陶瓷与金属或陶瓷之间的润湿性。
- **激光焊接**:利用高能激光束实现局部加热和熔化。
- **超声波焊接**:通过超声波振动产生热量实现连接。
### 4. **材料匹配性要求高**
- 陶瓷与金属或其他陶瓷的焊接需要材料的热膨胀系数、化学相容性等性能相匹配,否则容易产生应力或失效。
### 5. **接头质量关键**
- 焊接接头的强度、气密性和耐腐蚀性是衡量焊接质量的重要指标,需要严格控制工艺参数。
### 6. **应用领域广泛**
- 陶瓷焊接加工广泛应用于、电子、器械、能源等领域,如陶瓷基复合材料、高温传感器、燃料电池等。
### 7. **设备和技术要求高**
- 需要高精度的设备和的技术支持,如真空环境、的温度控制和压力控制等。
### 8. **成本较高**
- 由于工艺复杂、设备昂贵,陶瓷焊接加工的成本通常较高。
总之,陶瓷焊接加工是一项技术密集型工艺,需要综合考虑材料特性、工艺方法和应用需求,以实现量的连接效果。

机床零件加工的特点主要包括以下几个方面:
1. **高精度要求**:机床零件的加工精度直接影响机床的整体性能和使用寿命。因此,在加工过程中,需要严格控制尺寸公差、形位公差和表面粗糙度,以确保零件的精度和一致性。
2. **复杂几何形状**:机床零件通常具有复杂的几何形状,如曲面、孔、槽、螺纹等。这要求加工设备具备多轴联动功能,能够实现复杂轮廓的加工。
3. **材料多样性**:机床零件可能使用多种材料,包括铸铁、钢、铝合金、铜合金等。不同材料的加工性能各异,需要选择合适的、切削参数和加工工艺。
4. **高强度与耐磨性**:机床零件通常需要承受较大的载荷和摩擦力,因此要求材料具有较高的强度和耐磨性。加工过程中需要保证零件的机械性能和表面硬度。
5. **批量生产与单件定制**:机床零件的生产既有批量化的标准件,也有根据客户需求定制的非标件。批量生产时要求、稳定的加工工艺,而定制件则需要灵活的生产能力和快速响应。
6. **加工工艺复杂**:机床零件的加工通常涉及多种工艺,如车削、铣削、磨削、钻孔、镗孔、热处理等。这些工艺需要合理安排,以确保零件的加工质量和效率。
7. **高表面质量**:机床零件的表面质量对机床的运行平稳性和使用寿命有重要影响。因此,在加工过程中需要采用精细的切削工艺和表面处理技术,以获得良好的表面光洁度和耐磨性。
8. **严格的检测与质量控制**:机床零件的加工过程中需要进行严格的质量控制和检测,包括尺寸测量、形位公差检测、表面粗糙度检测等,以确保零件符合设计要求。
9. **自动化与智能化**:随着工业4.0的发展,机床零件加工越来越多地采用自动化和智能化技术,如数控机床、机器人、自动检测系统等,以提高生产效率和加工精度。
10. **环保与节能**:现代机床零件加工越来越注重环保和节能,采用绿色制造技术,减少资源消耗和环境污染。
综上所述,机床零件加工具有高精度、复杂形状、材料多样、高强度、复杂工艺等特点,要求加工设备和技术具备高度的灵活性和性。

真空钎焊是一种在真空环境中进行的钎焊工艺,具有以下特点:
### 1. **无氧化环境**
- 真空环境避免了氧气和其他杂质气体的存在,防止工件表面氧化,确保钎焊接头质量高。
### 2. **清洁度高**
- 真空环境减少了污染物的引入,钎焊过程中*使用助焊剂,避免了残留物的产生,提高了接头的清洁度和可靠性。
### 3. **适合精密加工**
- 真空钎焊适用于精密零件和复杂结构的连接,能够实现高精度、量的焊接。
### 4. **材料适用性广**
- 可用于多种材料,包括不锈钢、高温合金、钛合金、陶瓷、复合材料等,尤其适合焊接难熔金属和活性金属。
### 5. **接头强度高**
- 真空钎焊形成的接头强度高,与母材接近,且接头区域无气孔、裂纹等缺陷。
### 6. **热变形小**
- 真空钎焊的加热和冷却过程均匀,热变形小,适合对尺寸精度要求高的工件。
### 7. **环保性好**
- *使用助焊剂或其他化学物质,减少了环境污染。
### 8. **自动化程度高**
- 真空钎焊设备可高度自动化,适合大规模生产。
### 9. **成本较高**
- 真空钎焊设备投资大,运行和维护成本高,适合高附加值产品。
### 10. **工艺控制严格**
- 需要对真空度、温度、时间等参数进行控制,工艺要求高。
### 应用领域
- 、电子、器械、汽车、能源等领域,尤其适用于对焊接质量要求高的场合。
总之,真空钎焊以其量、高精度的特点,在制造领域具有重要地位。

电器外壳加工的特点主要体现在以下几个方面:
1. **材料多样性**:
电器外壳的材料种类繁多,常见的有塑料、金属(如铝合金、不锈钢、镀锌钢板等)、复合材料等。不同材料的选择取决于电器产品的应用场景、功能需求和成本考虑。
2. **加工工艺复杂**:
电器外壳的加工涉及多种工艺,包括注塑成型(塑料外壳)、冲压成型(金属外壳)、CNC加工、压铸、折弯、焊接、表面处理(如喷涂、电镀、阳氧化等)等。每种工艺都有其特定的技术要求和流程。
3. **精度要求高**:
电器外壳需要与内部组件配合,因此对尺寸精度、形状精度和表面质量的要求较高。特别是在安装孔、接口位置、按键孔等关键部位,加工精度直接影响产品的装配和使用性能。
4. **表面处理要求严格**:
电器外壳的表面处理不仅影响产品的外观美观度,还涉及防腐蚀、耐磨、绝缘等功能性需求。常见的表面处理工艺包括喷涂、电镀、阳氧化、拉丝、抛光等,具体选择取决于材料和产品要求。
5. **功能性与美观性并重**:
电器外壳不仅是保护内部组件的结构件,也是产品外观设计的重要组成部分。加工时需要兼顾功能性(如散热、防水、防尘等)和美观性(如线条设计、颜色搭配、质感等)。
6. **定制化程度高**:
不同电器产品的需求差异较大,外壳的设计和加工往往需要根据具体产品进行定制。定制化加工包括形状、尺寸、材料、表面处理等方面的个性化设计。
7. **生产效率与成本控制**:
电器外壳加工通常需要大批量生产,因此生产效率和成本控制是关键。采用自动化生产线、优化工艺流程、减少材料浪费等措施可以提率并降。
8. **环保与安全性**:
电器外壳的材料和加工工艺需要,特别是塑料材料的选择和表面处理工艺应避免使用有害物质。此外,外壳的加工还需要确保产品的安全性,如防火、防触电等。
9. **散热与电磁屏蔽设计**:
部分电器外壳需要具备良好的散热性能或电磁屏蔽功能,加工时需考虑散热孔、散热片的设计,以及金属材料的电磁屏蔽效果。
10. **质量控制严格**:
电器外壳的质量直接影响产品的整体性能和用户体验,因此加工过程中需要严格的质量控制,包括尺寸检测、表面质量检查、功能测试等。
综上所述,电器外壳加工是一个多工艺、多材料、高精度、定制化的过程,需要综合考虑功能性、美观性、生产效率和成本控制等多方面因素。
非标零配件加工是指根据客户特定需求,设计和制造非标准化、非批量生产的零部件。与标准化零部件相比,非标零配件加工具有以下特点:
### 1. **定制化需求**
- 非标零配件是根据客户的特定要求进行设计和制造的,通常无法直接从市场上购买。
- 设计需要充分考虑客户的使用场景、功能需求、安装条件等。
### 2. **小批量生产**
- 非标零配件通常是小批量或单件生产,无法通过大规模生产线进行加工。
- 生产成本较高,因为无法分摊规模化生产的优势。
### 3. **复杂工艺**
- 非标零配件往往具有复杂的结构或特殊的功能,加工工艺可能涉及多种技术(如车削、铣削、磨削、焊接、热处理等)。
- 需要高精度的设备和熟练的技术人员。
### 4. **设计灵活性强**
- 设计过程中需要与客户充分沟通,不断调整和优化方案。
- 可能需要多次试制和修改,以满足客户的终需求。
### 5. **生产周期较长**
- 由于定制化设计和复杂工艺,非标零配件的生产周期通常比标准化产品更长。
- 从设计、工艺制定、加工到成品交付,可能需要较长时间。
### 6. **高精度要求**
- 非标零配件通常用于特殊设备或精密仪器,对尺寸、形状、表面粗糙度等有较高的精度要求。
- 需要采用高精度加工设备和检测手段。
### 7. **材料多样性**
- 非标零配件可能使用多种材料,包括金属(如钢、铝、铜等)、塑料、陶瓷等。
- 材料的选择需要根据零部件的使用环境和功能要求确定。
### 8. **成本较高**
- 由于定制化、小批量生产、复杂工艺等因素,非标零配件的加工成本通常较高。
- 需要投入更多的设计、研发和生产资源。
### 9. **质量要求严格**
- 非标零配件通常用于关键设备或特殊领域,对质量的要求严格。
- 需要进行严格的质量检测和控制,确保产品符合客户要求。
### 10. **合作模式特殊**
- 非标零配件加工通常需要与客户建立长期合作关系,双方在设计和生产过程中密切配合。
- 需要具备快速响应客户需求的能力。
### 应用领域
非标零配件广泛应用于机械制造、、汽车、电子、设备、精密仪器等领域,尤其在对精度、性能和可靠性要求较高的场合。
总之,非标零配件加工具有高度的定制化、灵活性和性,同时也对加工企业的技术能力、设备水平和服务能力提出了更高的要求。
http://hfmaiqi.b2b168.com