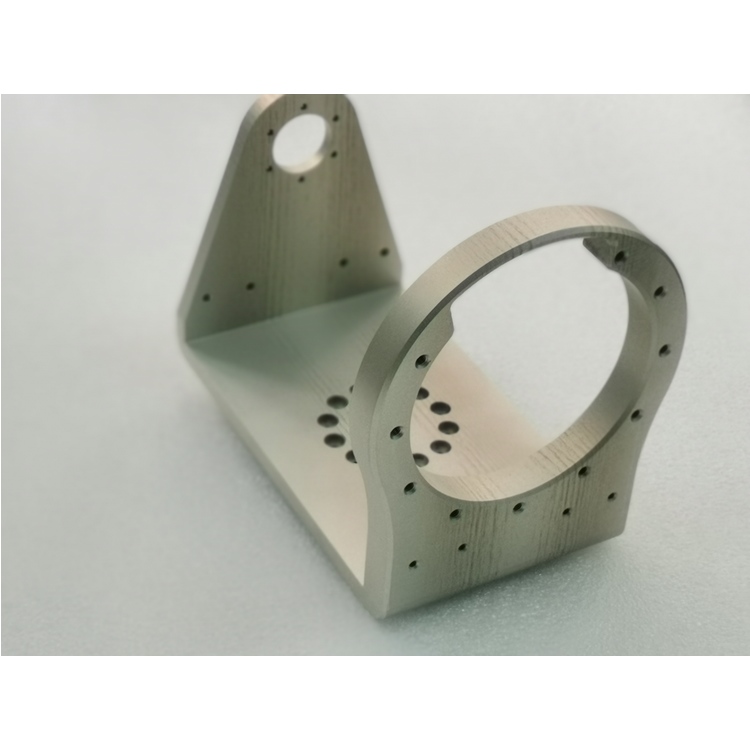
公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
加工材料铝合金,铜,不锈钢,钛合金
CNC加工(Computer Numerical Control,计算机数控加工)是一种利用计算机控制的精密加工技术,具有以下特点:
### 1. **高精度**
- CNC加工能够实现高的加工精度,通常可达到微米级别的精度,适用于对尺寸要求严格的零件制造。
### 2. **率**
- CNC机床可以连续工作,自动化程度高,减少了人工干预,提高了生产效率。
- 通过编程可以实现复杂形状的快速加工,缩短了生产周期。
### 3. **灵活性**
- 只需修改程序即可加工不同形状和尺寸的零件,适应多品种、小批量生产的需求。
- 适用于多种材料,如金属、塑料、木材、复合材料等。
### 4. **复杂形状加工能力**
- CNC加工可以完成传统加工难以实现的复杂几何形状,如曲面、三维轮廓等。
- 支持多轴联动(如3轴、4轴、5轴加工),进一步扩展了加工范围。
### 5. **一致性好**
- 由于加工过程由计算机控制,避免了人为误差,保证了批量生产时零件的一致性和稳定性。
### 6. **减少材料浪费**
- CNC加工通过的编程和路径优化,大限度地减少材料浪费,降。
### 7. **自动化程度高**
- CNC机床可以集成自动换刀、自动测量等功能,实现无人值守或半自动化生产。
### 8. **可重复性**
- 加工程序可以保存并重复使用,确保相同零件的加工结果一致。
### 9. **适用范围广**
- 适用于多种行业,如、汽车制造、模具制造、器械、电子产品等。
### 10. **减少人力需求**
- 操作人员只需掌握编程和机床操作技能,减少了传统加工中对熟练工人的依赖。
### 11. **支持多种加工方式**
- CNC技术可用于铣削、车削、钻孔、磨削、线切割等多种加工方式。
### 12. **易于集成**
- CNC机床可以与其他自动化设备(如机器人、传送带)集成,形成智能制造系统。
### 13. **成本较高**
- CNC设备和编程技术的初期投入较高,但长期来看,其效率和精度可以降低综合成本。
### 14. **对操作人员要求高**
- 需要操作人员具备一定的编程和机械加工知识,同时对设备的维护和保养要求较高。
### 总结
CNC加工以其高精度、率、灵活性和自动化等优势,成为现代制造业中的技术,特别适用于复杂零件和高精度产品的制造。
零配件机加工是指通过机械设备对原材料进行切削、成型、钻孔、磨削等加工工艺,以制造出符合设计要求的零配件。其特点主要包括以下几个方面:
### 1. **高精度**
- 机加工设备(如数控机床、车床、铣床等)能够实现高精度的加工,确保零配件的尺寸、形状和表面质量符合严格的公差要求。
- 数控技术(CNC)的引入进一步提高了加工精度和一致性。
### 2. **灵活性**
- 机加工适用于多种材料,包括金属(如钢、铝、铜)、塑料、复合材料等。
- 可根据不同的零配件需求,灵活调整加工工艺和参数。
### 3. **复杂形状加工**
- 机加工能够处理复杂的几何形状,如曲面、内孔、螺纹等,满足多样化的设计需求。
- 多轴数控机床可以实现更复杂的加工任务。
### 4. **表面质量高**
- 通过精加工(如磨削、抛光等),可以获得高表面光洁度,减少后续处理的成本。
- 表面处理(如镀层、喷涂等)可进一步提高零配件的性能。
### 5. **批量生产与定制化结合**
- 适合大规模生产,通过标准化流程提率。
- 也可实现小批量或单件定制化生产,满足特殊需求。
### 6. **材料利用率高**
- 通过合理设计加工工艺,减少材料浪费,降。
- 废料可回收再利用,。
### 7. **自动化程度高**
- 现代机加工设备普遍采用自动化技术,减少人工干预,提高生产效率和一致性。
- 智能化技术(如工业机器人、AI)进一步提升了加工过程的自动化水平。
### 8. **加工范围广**
- 从微型零件(如精密仪器零件)到大型工件(如机械设备部件)均可加工。
- 适用于多种行业,如汽车、、电子、等。
### 9. **成本与效率平衡**
- 对于高精度、量要求的零配件,机加工具有较高的性价比。
- 通过优化工艺和设备,可以降低加工时间和成本。
### 10. **技术依赖性强**
- 机加工对设备、和工艺技术的要求较高,需要的技术人员操作和维护。
- 技术进步(如高速加工、复合加工等)不断推动行业发展。
总之,零配件机加工以其高精度、灵活性和广泛适用性,成为现代制造业中的工艺手段。
通讯腔体加工是一种高精度的机械加工过程,主要用于制造通讯设备中的腔体结构。其特点主要包括以下几个方面:
### 1. **高精度要求**
- **尺寸精度**:通讯腔体的尺寸精度要求高,通常需要达到微米级别,以确保信号的稳定传输和设备的正常工作。
- **表面光洁度**:腔体内部的表面光洁度要求高,以减少信号传输中的损耗和反射。
### 2. **复杂结构**
- **多腔体设计**:通讯腔体通常由多个腔室组成,每个腔室可能有不同的形状和尺寸,加工时需要控制各个腔室之间的相对位置和尺寸。
- **薄壁结构**:为了减轻重量,通讯腔体通常采用薄壁设计,这对加工过程中的刚性和稳定性提出了更高的要求。
### 3. **材料选择**
- **高导电性材料**:通讯腔体通常采用高导电性材料,如铝合金、铜合金等,以确保良好的电磁屏蔽性能。
- **耐腐蚀性**:某些通讯腔体可能需要具备耐腐蚀性,因此会选用不锈钢或表面处理过的材料。
### 4. **加工工艺**
- **CNC加工**:通讯腔体的加工通常采用数控机床(CNC)进行,以确保高精度和复杂的几何形状。
- **电火花加工**:对于一些特别复杂的内部结构或难以用传统机械加工完成的部位,可能会采用电火花加工(EDM)技术。
- **表面处理**:加工完成后,通常需要进行表面处理,如镀银、镀金等,以提高导电性和耐腐蚀性。
### 5. **质量控制**
- **严格检测**:通讯腔体加工完成后,需要进行严格的质量检测,包括尺寸检测、表面光洁度检测、导电性检测等。
- **无尘环境**:某些高精度通讯腔体的加工和装配需要在无尘环境中进行,以防止灰尘和杂质影响性能。
### 6. **成本与效率**
- **高成本**:由于高精度和复杂结构的要求,通讯腔体的加工成本通常较高。
- **率**:为了提高生产效率,通常会采用自动化加工设备和工艺,如多轴数控机床、自动化检测设备等。
### 7. **应用领域**
- **微波通讯**:通讯腔体广泛应用于微波通讯设备中,如滤波器、谐振器、天线等。
- **系统**:在系统中,通讯腔体用于制造波导、天线罩等关键部件。
总的来说,通讯腔体加工是一项技术含量高、工艺复杂的制造过程,需要综合运用多种加工技术和质量控制手段,以确保终产品的高性能和可靠性。

四轴零件加工是一种在数控机床(CNC)上进行的高精度加工技术,它利用四个运动轴(通常是X、Y、Z轴和一个旋转轴)来完成复杂零件的加工。以下是四轴零件加工的主要特点:
### 1. **复杂几何形状的加工能力**
- 四轴加工可以通过旋转轴(通常是A轴或B轴)实现工件的多角度加工,能够处理复杂的几何形状,如曲面、倾斜面、螺旋槽等。
- 相比三轴加工,四轴加工减少了工件的装夹次数,提高了加工效率和精度。
### 2. **减少装夹次数**
- 四轴加工可以通过旋转轴调整工件的位置,*多次拆卸和重新装夹,从而减少加工时间,降低误差累积。
- 特别适用于需要多面加工的零件,如叶轮、凸轮、模具等。
### 3. **提高加工精度**
- 由于减少了装夹次数,四轴加工能够地保持工件的加工基准,从而提高整体加工精度。
- 旋转轴的加入使得能够以更合适的角度接近工件,减少干涉,提高表面质量。
### 4. **适用于复杂零件**
- 四轴加工特别适合加工复杂零件,如零件、器械、汽车零部件等,这些零件通常具有复杂的曲面和多角度特征。
### 5. **灵活性和效率**
- 四轴加工可以在一次装夹中完成多面加工,减少了加工工序,提高了生产效率。
- 对于需要多次换刀或调整角度的加工任务,四轴加工更具灵活性。
### 6. **降**
- 由于减少了装夹次数和加工时间,四轴加工可以降低人工成本和加工成本。
- 对于批量生产复杂零件,四轴加工的经济性更为明显。
### 7. **技术要求较高**
- 四轴加工需要更高的编程技术,尤其是对旋转轴的控制和路径的优化。
- 操作人员需要具备较高的数控编程和加工经验,以确保加工精度和效率。
### 8. **适用范围广**
- 四轴加工适用于多种材料,包括金属(如铝、钢、钛合金)、塑料、复合材料等。
- 广泛应用于、汽车制造、模具制造、器械等行业。
### 9. **与五轴加工的区别**
- 相比五轴加工,四轴加工缺少一个旋转轴,因此在加工某些其复杂的零件时可能受到限制。
- 然而,四轴加工在成本和技术门槛上更具优势,适合大多数复杂零件的加工需求。
### 总结
四轴零件加工以其高精度、率和多角度加工能力,成为复杂零件制造的重要技术。它在减少装夹次数、提高加工灵活性和降方面具有显著优势,广泛应用于多个工业领域。

电器外壳加工的特点主要体现在以下几个方面:
1. **材料多样性**:
电器外壳的材料种类繁多,常见的有塑料、金属(如铝合金、不锈钢、镀锌钢板等)、复合材料等。不同材料的选择取决于电器产品的应用场景、功能需求和成本考虑。
2. **加工工艺复杂**:
电器外壳的加工涉及多种工艺,包括注塑成型(塑料外壳)、冲压成型(金属外壳)、CNC加工、压铸、折弯、焊接、表面处理(如喷涂、电镀、阳氧化等)等。每种工艺都有其特定的技术要求和流程。
3. **精度要求高**:
电器外壳需要与内部组件配合,因此对尺寸精度、形状精度和表面质量的要求较高。特别是在安装孔、接口位置、按键孔等关键部位,加工精度直接影响产品的装配和使用性能。
4. **表面处理要求严格**:
电器外壳的表面处理不仅影响产品的外观美观度,还涉及防腐蚀、耐磨、绝缘等功能性需求。常见的表面处理工艺包括喷涂、电镀、阳氧化、拉丝、抛光等,具体选择取决于材料和产品要求。
5. **功能性与美观性并重**:
电器外壳不仅是保护内部组件的结构件,也是产品外观设计的重要组成部分。加工时需要兼顾功能性(如散热、防水、防尘等)和美观性(如线条设计、颜色搭配、质感等)。
6. **定制化程度高**:
不同电器产品的需求差异较大,外壳的设计和加工往往需要根据具体产品进行定制。定制化加工包括形状、尺寸、材料、表面处理等方面的个性化设计。
7. **生产效率与成本控制**:
电器外壳加工通常需要大批量生产,因此生产效率和成本控制是关键。采用自动化生产线、优化工艺流程、减少材料浪费等措施可以提率并降。
8. **环保与安全性**:
电器外壳的材料和加工工艺需要,特别是塑料材料的选择和表面处理工艺应避免使用有害物质。此外,外壳的加工还需要确保产品的安全性,如防火、防触电等。
9. **散热与电磁屏蔽设计**:
部分电器外壳需要具备良好的散热性能或电磁屏蔽功能,加工时需考虑散热孔、散热片的设计,以及金属材料的电磁屏蔽效果。
10. **质量控制严格**:
电器外壳的质量直接影响产品的整体性能和用户体验,因此加工过程中需要严格的质量控制,包括尺寸检测、表面质量检查、功能测试等。
综上所述,电器外壳加工是一个多工艺、多材料、高精度、定制化的过程,需要综合考虑功能性、美观性、生产效率和成本控制等多方面因素。
不锈铸件机加工具有以下几个显著特点:
### 1. **高硬度和耐磨性**
- 不锈钢铸件通常具有较高的硬度和耐磨性,这使得它们在加工过程中对的磨损较大。因此,需要选择适合的材料和加工参数,以提高寿命和加工效率。
### 2. **加工硬化倾向**
- 不锈钢在加工过程中容易发生加工硬化,特别是在切削过程中,材料表面会变得更硬,增加切削难度。这要求采用适当的切削速度和进给量,以避免过度硬化。
### 3. **导热性差**
- 不锈钢的导热性较差,加工过程中产生的热量不易散发,容易导致工件和温度升高,影响加工精度和寿命。因此,通常需要使用冷却液或切削液来降低温度。
### 4. **粘附性强**
- 不锈钢材料在加工过程中容易粘附在上,形成积屑瘤,影响加工表面质量和性能。因此,需要选择具有良好抗粘附性的涂层,并保持适当的切削参数。
### 5. **表面质量要求高**
- 不锈钢铸件通常用于对表面质量要求较高的场合,因此加工过程中需要特别注意表面光洁度和尺寸精度。这可能需要采用精加工或抛光工艺来达到所需的质量标准。
### 6. **选择**
- 由于不锈钢的加工特性,通常需要使用硬质合金、陶瓷或涂层。的几何形状和切削参数也需要根据具体的不锈钢材料进行调整。
### 7. **工艺复杂性**
- 不锈钢铸件的加工工艺相对复杂,需要综合考虑材料特性、加工设备和工艺参数。合理的工艺设计可以有效提高加工效率和产品质量。
### 8. **成本较高**
- 由于不锈钢材料的加工难度较大,损耗较快,加工成本相对较高。因此,优化加工工艺和选择合适的材料是降的关键。
### 9. **耐腐蚀性**
- 不锈钢铸件具有良好的耐腐蚀性,因此在加工过程中需要注意防止污染和腐蚀,确保加工后的零件仍保持其耐腐蚀性能。
总的来说,不锈铸件机加工需要综合考虑材料特性、选择、加工参数和工艺设计,以确保加工质量和效率。
http://hfmaiqi.b2b168.com







